66
| WORLD FERTILIZER |
NOVEMBER 2016
internally it needed to find a means to increase its
production output at the same time as addressing
product cooling practices threatening its quality.
The role of cooling
The requirements for product cooling are not new for the
fertilizer industry. Quite simply, product temperature
during storage is a critical quality parameter. It is generally
recommended that fertilizers be cooled so that the
resulting temperature is within 10 – 20°C of ambient
temperatures. These cooling parameters prevent moisture
migration that can lead to caking and product degradation.
Ammonium nitrate and calcium ammonium nitrate, as
special cases, are susceptible to phase change; they must
be cooled to a stable phase to prevent them from cycling
between phases as ambient temperatures vary.
The role of outdated technologies
For the past 50 or more years, the fertilizer industry has
used direct contact air coolers for final product cooling.
Rotary drum coolers began as the industry norm; however,
in the nitrogen fertilizer industry, fluid bed coolers –
thanks to their lower install capital cost, smaller footprint
and lower maintenance costs – have generally taken their
place. The operation of both rotary and fluid bed cooling
technologies requires high volumes of air. They depend
on largescale fans for air movement and scrubbers or
baghouses to meet ever more stringent emissions
requirements. Additionally, they have significant
footprints and can be difficult to accommodate and
install as part of plant retrofits.
In NAK Azot’s facility, when it reached the apex of its
dilemma in 2011, it was cooling its calcium ammonium
nitrate after granulation in three parallel fluid bed coolers.
The fluid bed coolers were employed to lower the
post-granulation temperature of the product to between
65 – 75°C. From here, the calcium ammonium nitrate was
moved into a rotary drum cooler for secondary cooling
and then transported to bulk storage. It was held in bulk
storage for three to four days until the temperature
further decreased to its target range of between
35 – 40°C. The company was investing in an expensive and
time-consuming process, and it was finding out the hard
way that, even with high-cost inputs, it was producing
low-quality outputs.
Unfortunately for NAK Azot, due to the high
temperature of the fertilizer going into bulk storage, its
product was highly susceptible to drawing in moisture and
caking as it went through its final stage of cooling. The
caked product was then reclaimed using two
Kratzer-Crane scrapers, which further degraded the
product and led to variable grain-size distribution and a
high percentage of fines. Despite its intensive efforts, Nak
Azot was getting low-grade product and, most
unfortunately, unhappy customers.
An alternative to incremental
improvements
Unwilling to let its market potential and commitment to
quality product pass by, NAK Azot started to explore
options to mitigate its caking problem and achieve better
quality control. Its first line of defense was to upgrade
one of its existing cooling components: the rotary drum.
It selected a replacement drum that allowed it to inject
anti-caking additives into its product batches before
sending them to bulk storage. For this incremental step
Table 1.
Total energy costs: fluid bed cooler vs Solex
product cooler
Fluid bed
cooler
Solex product
cooler
Fans (FD fan + ID fan)
(540 kW)
-
Air chiller*
540 kW -
Cooling water pump 500 kW 20 kW
Conditioned air blower -
45 kW
Bucket elevator (typ.)
Total power
consumption
-
1040 kW
20 kW
85 kW
Total energy cost/
year (US$0.10/kW.h –
8000 hr)
US$832 000 US$68 000
* Fluid bed chiller load is an average calculated based on mean
monthly day and night ambient location.
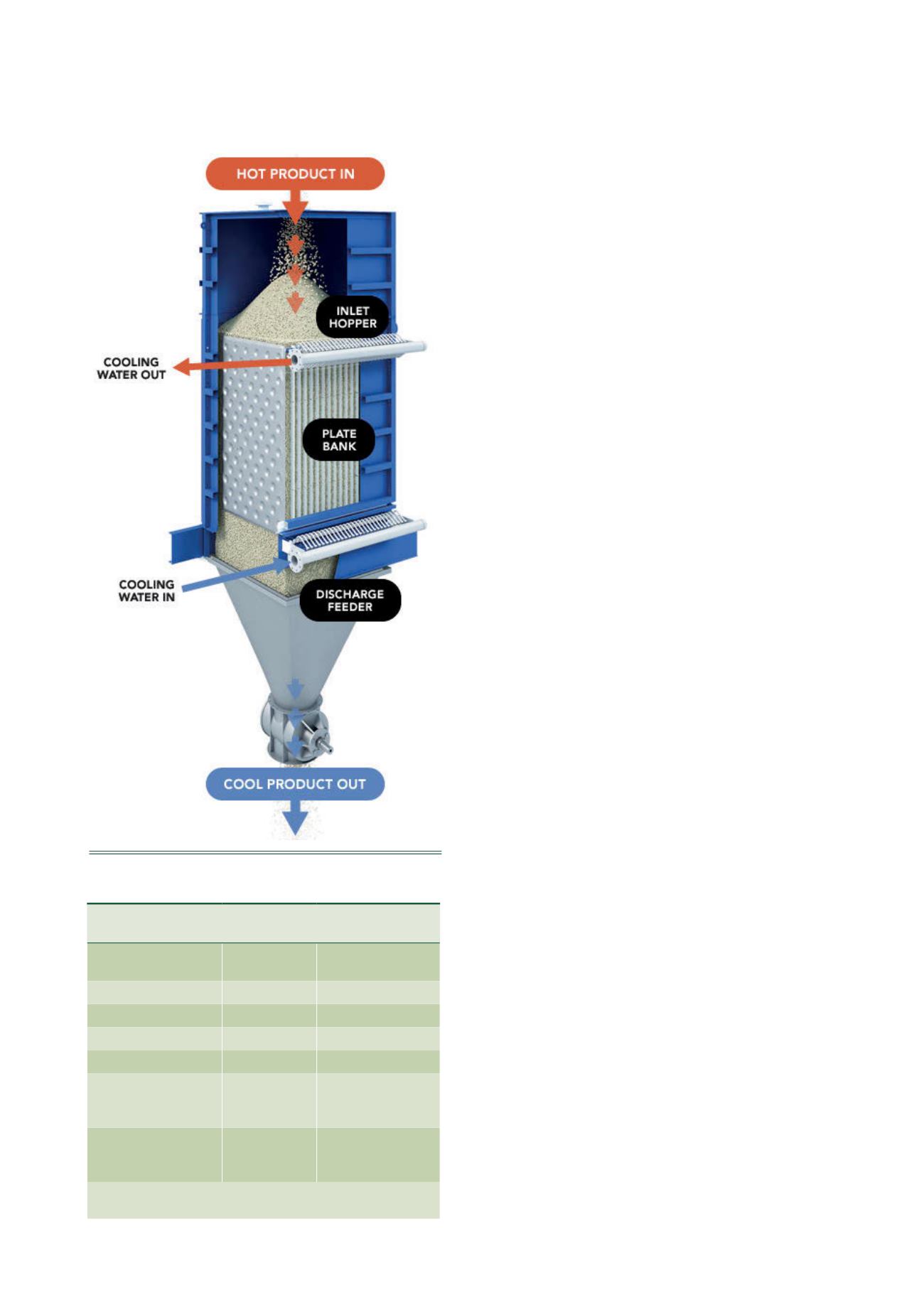
Figure 1.
Solex product cooler.


