56
| WORLD FERTILIZER |
NOVEMBER 2016
In addition to increasing plant capacity in order to benefit
from the effect of economy of scale, the requirements of an
increasing operational range from part-load to overload for the
waste heat boiler package can also be observed, for which the
equipment manufacturers have to guarantee the appropriate
process temperatures.
ARVOS | SCHMIDTSCHE SCHACK (previously known as
ALSTOM Power Energy Recovery GmbH) is a designer and
fabricator of relevant high-duty heat exchanger components and
packages for the chemical, petrochemical, refining and
metallurgical industry. It attributes the impact and dependencies
of special cost reduction measures to two focal points:
1.
Temperature control of the waste heat boiler package.
2.
Process gas cooler design.
Boiler package temperature control
Due to downstream hardware requirements, the process gas
outlet temperature of the SSH should not vary over the complete
operational range. In addition, the super-heated steam outlet
temperature should be achieved to ensure the overall process
efficiency.
In general, there are two different control concepts, which
differ in hardware layout and operational behaviour.
The simple control philosophy is equipped with a gas outlet
temperature control downstream to the SSH, as shown in Figure 1.
This temperature control activates the bypass of the PGC to
achieve the required process gas outlet temperature over the
complete operational range. The SSH itself has no bypass, which
has a positive effect on the capital and operational costs, as well
as on total availability of the package. Both heat exchangers are
designed for the maximummass flow and corresponding
maximum heat load (and potentially required over design by
customers). If the secondary reformer is operating in part-load
with reduced gas mass flow, the bypass of the PGC will be
adjusted to the actual operating conditions, but, for the SSH with
no bypass, this leads to varying process temperatures depending
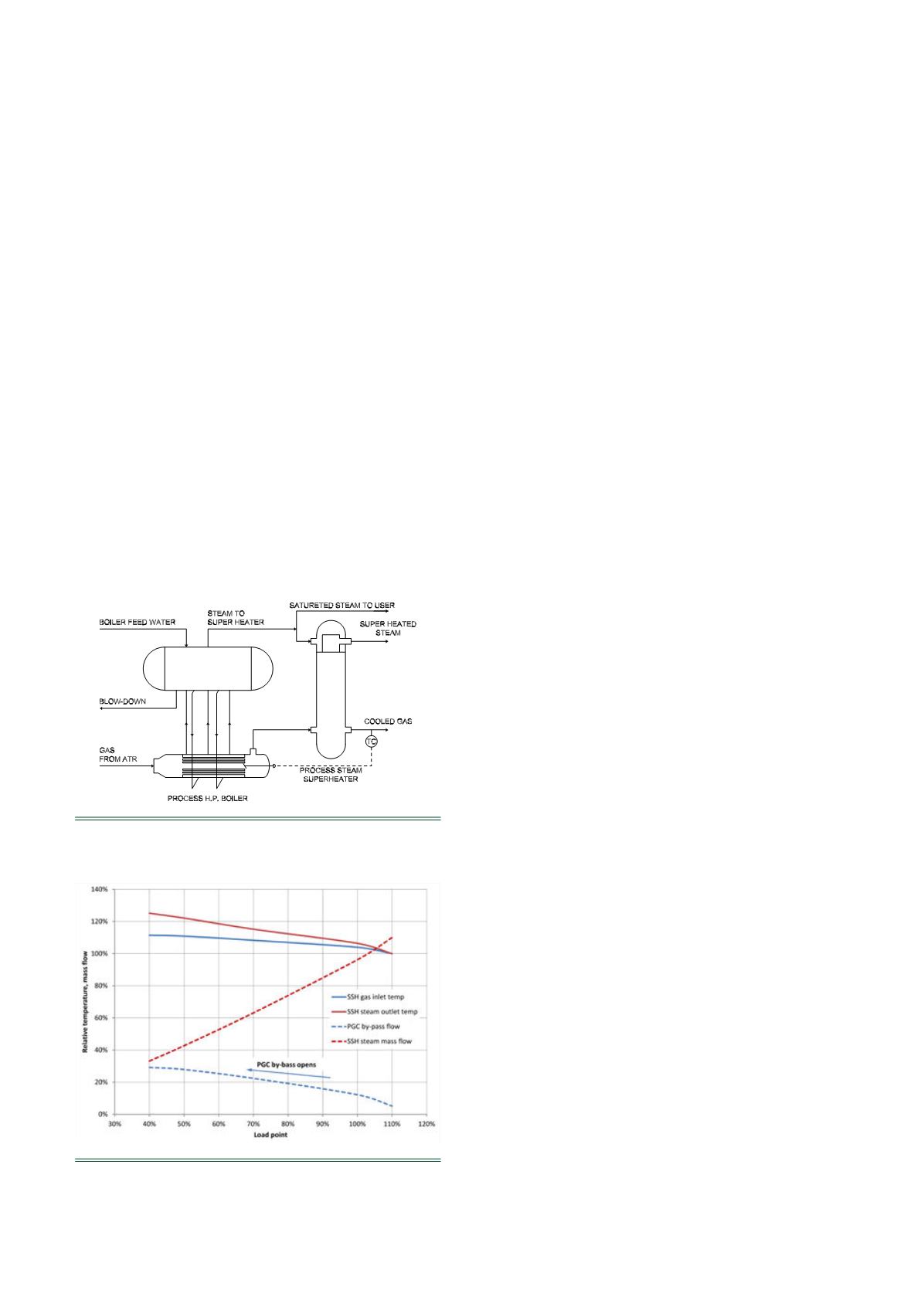
on load conditions. Since the downstream process gas
temperature has to be constant over the operational range, the
gas inlet temperature to the SSH therefore has to increase with
decreasing process gas mass flow (as shown in Figure 2). This
requires that the PGC bypass flow increases in low part-load
range, which results in a lower steam production of the PGC and
therefore a lower steammass flow to be super-heated by the
SSH. Consequently, the SSH steam outlet temperature increases
with decreasing load.
From an operational point of view, the decreasing steammass
flow might be acceptable depending on the requirement of the
steam consumers. But this control philosophy completely
changes the mechanical design of the SSH, since now the
part-load temperatures at the process and steam side are the
leading factors for the design temperatures of the apparatus. As
shown in Figure 2, the temperatures increase by 15% at gas side
and 25% at steam side compared to the nominal operation point.
This leads to higher wall thickness and/or material changes for
the gas and steam shell, as well as for the heating surface with
negative impact on thermal stresses and apparatus weight. In
addition, either the downstream steam system has to be designed
according to the highest steam temperature or the high steam
temperature has to be cooled down again by a continuously
operating spray water injection, which must use condensed steam
without impurities to protect the downstream steam system. A
further drawback is a large bypass for the PGC, which directly
impacts the PGC size and weight.
The benefits of this system are a simple control system and a
low-maintenance effort due to having only one bypass in the
system. However, the disadvantages described above clearly
compensate, or even overcompensate, this.
The second concept, which has been successfully installed by
the company at several ammonia plants for decades, includes a
temperature control of the PGC gas outlet that activates the PGC
bypass. In addition, the SSH is equipped with a bypass, which is
activated by a steam outlet temperature control (as shown in
Figure 3).
Figure 4 clearly shows that with this concept all process gas
and steam temperatures can be kept constant over the complete
operational range. In addition, the steam production of the PGC is
nearly linear with the process gas mass flow and load,
respectively.
The mechanical design temperature of the SSH at gas and
steam side are lower compared to the concept mentioned above,
which has a beneficial impact on the shell wall thickness, material
and thermal stresses. In addition, the downstream steam system
also requires lower design temperatures and the installation of a
spray water injection downstream so the SSH can be performed
as originally intended, namely as a safe guard. The ‘price’ to pay is
only a second bypass flap, which impacts the maintenance effort,
Figure 1.
P&ID of PGC package with simple temperature
control (concept 1).
Figure 2.
Temperature and bypass mass flow over
the operational range for simple temperature control
(concept 1).


