40
| WORLD FERTILIZER |
NOVEMBER 2016
stripper are fed, along with the fresh carbon dioxide, to
the HP pool condenser, in which the released
condensation heat is used to produce low-pressure steam
that is used in downstream processing. Thus, to keep the
downstream section limited (a small LP section and no
MP section), HP steam is indirectly converted into LP
steam to achieve a high synthesis conversion. From the
point of view of investment cost alone, the only way to
go is to make the synthesis conversion rate as high as
possible. But when energy efficiency is given greater
importance, there is room for improvement in the urea
process.
Design concept
Stamicarbon’s concept typically reduces the steam
consumption by approximately 100 kg/t of final
product, through the installation of a small in-line
flashing step between the synthesis loop and the
traditional low-pressure stage (Figure 1).
As stated, the urea solution from the HP stripper
is flashed adiabatically at a pressure of about 2 MPa
in the flash separator. The urea solution leaving the
adiabatic flash separator is fed to the rectifying
column in the traditional 400 kPa low-pressure
section. The vapors from the adiabatic flash
separator are fed to the shell side of the
pre-evaporator. The heat of condensation released
in the shell side of the pre-evaporator is used to
concentrate the urea solution in the tube side of
this pre-evaporator. The resulting medium-pressure
carbamate is transferred into the synthesis loop by a
HP carbamate pump. The remaining vapors from the
medium-pressure stage are washed in a 400 kPa
absorber before being released into the atmosphere.
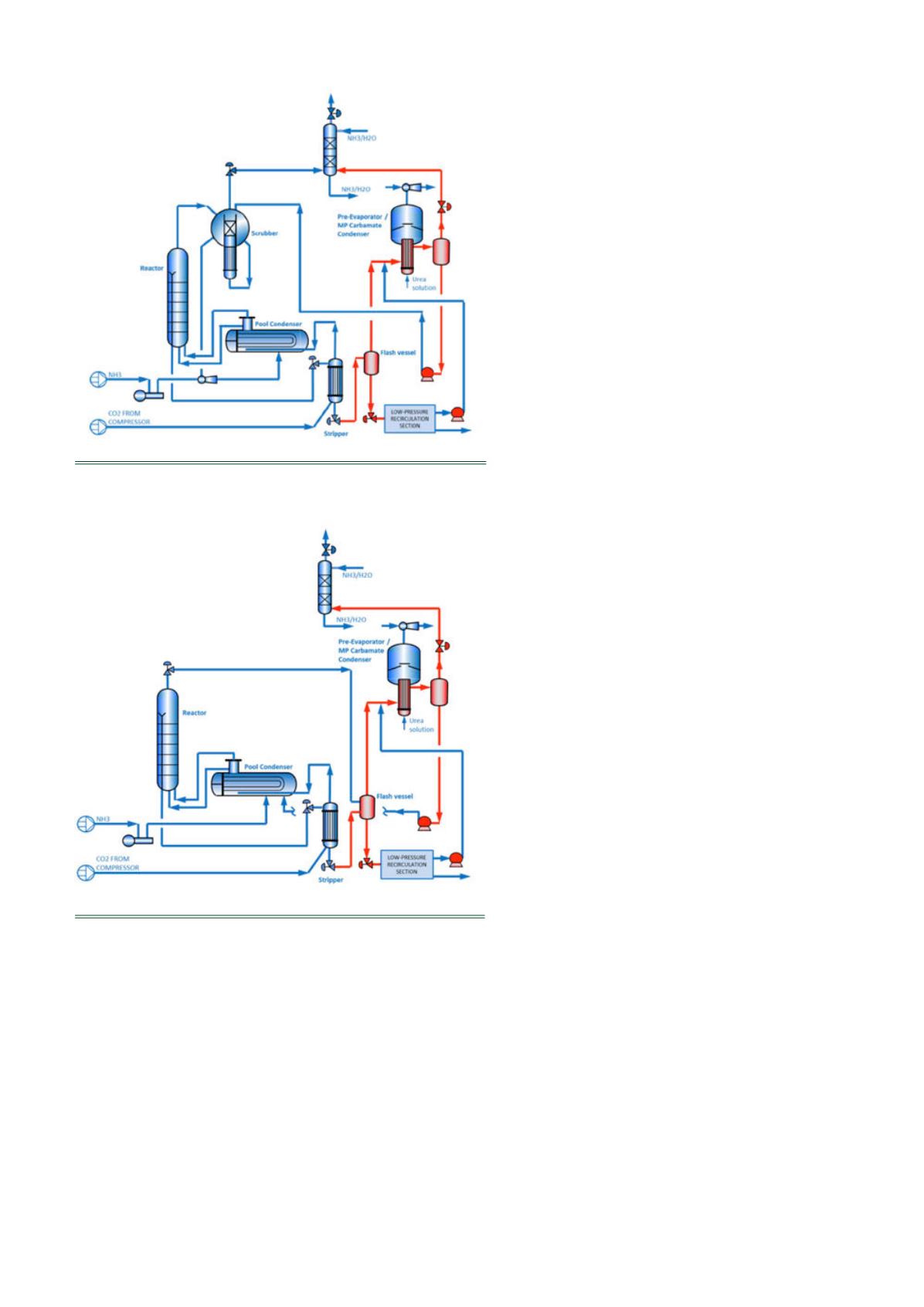
Omitting the HP scrubber
The concept can be realised without a HP scrubber in
the synthesis loop. This significantly reduces the
number of required high-pressure equipment items
(Figure 2).
In this configuration, the function of the HP
scrubber, which is to condense ammonia and carbon
dioxide (in the form of ammonium carbamate) out of
the vapors from the HP urea reactor, is taken over by
the pre-evaporator/MP carbamate condenser. This
design has an even better heat integration and
reduces the investment cost of the HP equipment, as
the HP scrubber, the CW circulation pump and the HP
ejector can all be dispensed with.
Investment and operating costs
Operating cost is one of the main factors determining
the cost price of the urea end-product, and its
biggest component is the cost of the energy
consumed in the process. The energy consumption
for traditional stripping processes is significantly
decreased when an adiabatic flash step is introduced
between the synthesis section and the recirculation
section.
Considering a grassroots urea plant with a
nameplate capacity of 3900 tpd, a steam saving of
70 kg/t final product would result in a cost reduction of
g
1 million annually, while a steam saving of 100 kg/t
would result in a saving of
g
1.5 million annually. This
calculation is based on natural gas priced at
US$4/million Btu and steam consumed at a pressure of
2.4 MPa and a temperature of 300°C.
The impact on investment costs for the above example,
although these are project- and region-specific, are
significant. The equipment costs for the adiabatic flash
concept would add up to some
l
2 million, but the
equipment cost reduction arising from not installing the
Figure 2.
LAUNCH MELT Flash design concept without a HP
scrubber.
Figure 1.
LAUNCH MELT Flash design concept with a HP scrubber.


