NOVEMBER 2016
| WORLD FERTILIZER |
33
contact with the gaseous CO
2
in small bubbles. Once the
reactants have swirled inside the cups, the mixed solution
of product and non-reacted components is uniformly
distributed on the upper part of the tray by means of the
upper cup distributor. The outlet flow pattern ensures
further mixing of the solution coming from all of the cups.
The peculiar behaviour of the SuperCups is
characterised by a triple fluid-dynamic effect, comprising a
gas equaliser, a mixer reactor and a gas distributor.
The gas equaliser element of SuperCups distributes the
concentration of the light phase reagent on the entire
section of the tray. In this way, the gas-like bubbles moving
upward 'lose the memory' of the non-uniformity of the
previous reaction stage and the non-reacted CO
2
can be
evenly fed to each cup of the tray.
The mixer reactor element pertains to the cups
behaving as a number of confined reaction volumes in
which the multi-phase reagents – carbon dioxide and
ammonia/carbamate – swirl inside, thus reaching a high
mixing degree. Each cup performs as a static mixer where
the phases are strongly contacted.
In this way, the SuperCups trays do not simply behave as
gas distributors but perform as additional active reaction
stages that can be modelled as a Continuous-Stirred-Tank
Reactor (CSTR) in series with the PFR of the stage.
Finally, the gas distributor action is related to the CO
2
gas-cushion that is located below the tray. It can be
partially streamed inside the cups to create a
mixer-reactor and it is partially distributed on the upper
stage by means of dedicated holes. This split range is one
of the most critical design parameters because it allows
the customisation of the residence time distribution
(RTD) curve of each reactor stage and allows the increase
(or decrease) of the CSTR (perfect mixing) or PFR (plug
flow) behaviour, according to the composition of each
stage.
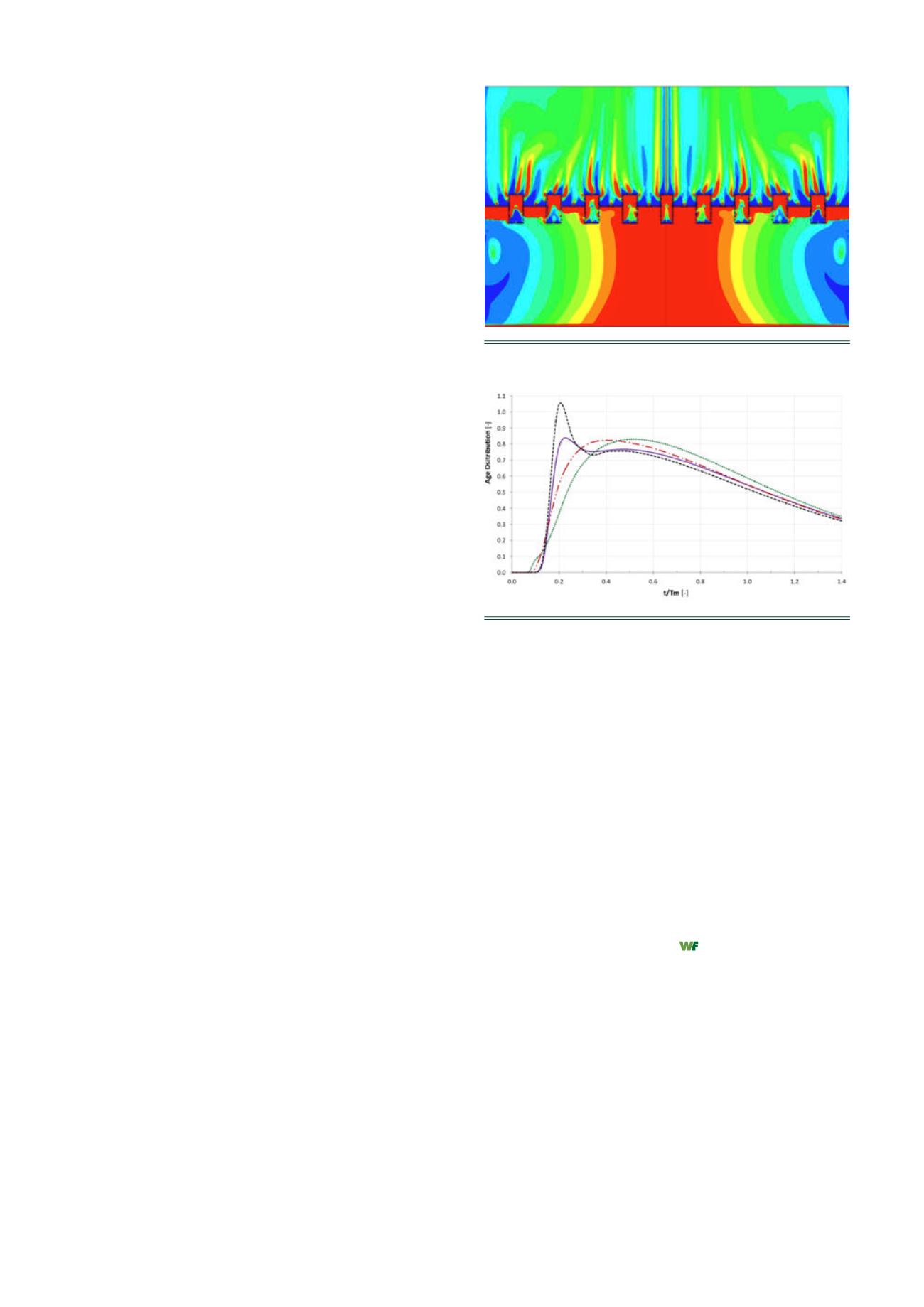
Figure 3 shows the distribution of components in one
stage of the reaction, while Figure 4 plots, for several
geometries, the RTD curves obtained by simulating a pulse
injection of tracer at the inlet boundary and detecting the
outlet concentration as function of time. These charts
summarise the results of simulation of different
geometries, developed during the study project.
After the development of this innovative design and
following the support of a comprehensive CFD study and
of a mechanical assessment for constructability review,
Saipem tested the new technology in the field before the
commercial launch. A joint collaboration agreement was
signed with two of its historical partners, Borealis Agrolinz
Melamime International GmbH and Fauji Fertiliser Co. Ltd,
in order to conduct the first performance assessments of
the new SuperCups trays.
The performance of the trays was assessed by
monitoring the plant operation. According to the
laboratory analysis, the steam balance and the process
evaluation of each process section demonstrated an
enhancement in the performance of the units that, after
the installation of SuperCups, had been operating at
increased plant loads with higher reactor yield and lower
specific energy consumption.
In addition, at maximum plant capacities, the reactor
volume started to be limited and the improvement of
fluid-dynamic patterns offered by SuperCups allowed the
reactor conversion to be increased. This was due to the
higher mixing efficiency of the reactants and the increased
mean residence time. These operational finding results are
even more significant considering that the extent of
modifications was limited to two trays only for each unit
(about 15% of total).
As of today, the two technologies have been
comprehensively tested in several industrial facilities,
showing excellent results in terms of energy efficiency and
plant performance. In this particular world economic
scenario – i.e. moving towards improvements of existing
facilities – they represent a significant breakthrough for
the fertilizer unit optimisation.
References
1.
GIANAZZA, A., TESTA, G.P., Urea Technology: The Combined
Knowledge of Licensor and Contractor in Nitrogen+Syngas
Conference, (2009).
2.
LADSTATTER, E., GUSENBAUER, A., ASLAM, M., KHAN, A.,
AVAGLIANO, U., CARLESSI, L., The Snamprogetti
™
SuperCups
Solution in Nitrogen+Syngas Conference, (2016).
3.
GOIN, D.R., SUTHERLIN, R.C., NURUDDIN, A., ALNAJAR, A.,
SERRAFERO, A., The first OmegaBond® tubing technology HP urea
stripper in Snamprogetti’s licensed urea plant at GPIC’s plant-site
in the Kingdom of Bahrain in Nitrogen+Syngas Conference, (2013).
4.
CARLESSI, L., Snamprogetti
™
Urea Process Technology: the
continuous improvements of an evergreen technology in IGTC
Conference, (2013).
Figure 3.
CFD simulation of SuperCups tray.
Figure 4.
RTD curves for several types of tray design.


