38
| WORLD FERTILIZER |
NOVEMBER 2016
bed granulation plants, have been found to be fully
suitable for this service.
The additional recycle evaporation is similar to the
well-known evaporation unit used in all urea plants. As
this unit reduces the load of the existing evaporation
unit, the total steam consumption of the plant is not
increased. An additional benefit of this evaporation unit
is that it gives the plant the added possibility to
integrate the ammonium salt solution from acidic
scrubbers in the urea synthesis and urea granulation
plants into the Urea-ES solution and return it to the
granulation process. This solves a common challenge for
plants with NH
3
emission restrictions that have to find
means to handle the ammonium salt produced by the
acidic scrubbing systems. The scrubbers should be
modified to low-pressure drop structured packing
suitable for solid particles. Tray scrubbers will not be
suitable due to the potential of solid accumulation in
zones of low liquid flow.
One significant effect of the sulfur addition is that it
reduces the heat input into the granulator. This is due to
the significantly lower heat of crystallisation of the
sulfur compared to urea. As a result, a lower volume of
cooling air is required for the Urea-ES production.
Depending on the Urea-ES grade, the production
capacity of the granulator may be higher than for urea
production.
For a new plant, this could reduce the specific
investment costs of the granulation plant – in
particular, the granulator, dust scrubber and the
fluidisation air system would be smaller. This could
reduce the building size and required plot area.
In an existing granulation plant, a higher
production capacity should be possible by using the
design margins of the installed equipment. The
additional evaporation system reduces the load of
the existing evaporation system by eliminating the
recycle stream from the granulation plant. Therefore,
a higher urea feed solution flow is possible, if the
existing evaporation unit is the limiting system.
If there is no additional urea production
capacity, then the use of low-cost sulfur can reduce
the operating costs of the product, while at the
same time reducing the specific consumption of
NH
3
, CO
2
and natural gas. Alternatively, excess NH
3
could be sold to the market. For example, a
2000 tpd granulation plant would require about
110 tpd less NH
3
, when producing Urea-ES containing
10% sulfur.
In special cases, the excess urea solution could be
used for other high-value products, such as technical
grade urea, UAN or diesel exhaust fluid (DEF)
solutions.
Conclusion
Shell and UFT have worked together to integrate
Shell’s sulfur-enhanced urea technology with UFT’s
fluid bed granulation technology, culminating in
successful trials at UFT’s pilot plant in Leuna,
Germany. This successful Urea-ES production
demonstrates that the additional process steps, and
the urea/sulfur emulsion, can be integrated into new
or existing urea fluid bed granulation plants.
Currently, the pilot plant is producing samples of
various grades for large-scale agronomic tests and for
assessment by interested parties.
Shell and UFT continue to develop and produce
Urea-ES in order to help farmers provide balanced
fertilization to their crops, supporting increasing
agronomic output to help feed the world’s growing
population.
References
1. According to The Sulphur Institute, 2015.
2. Shell Thiogro, 2016.
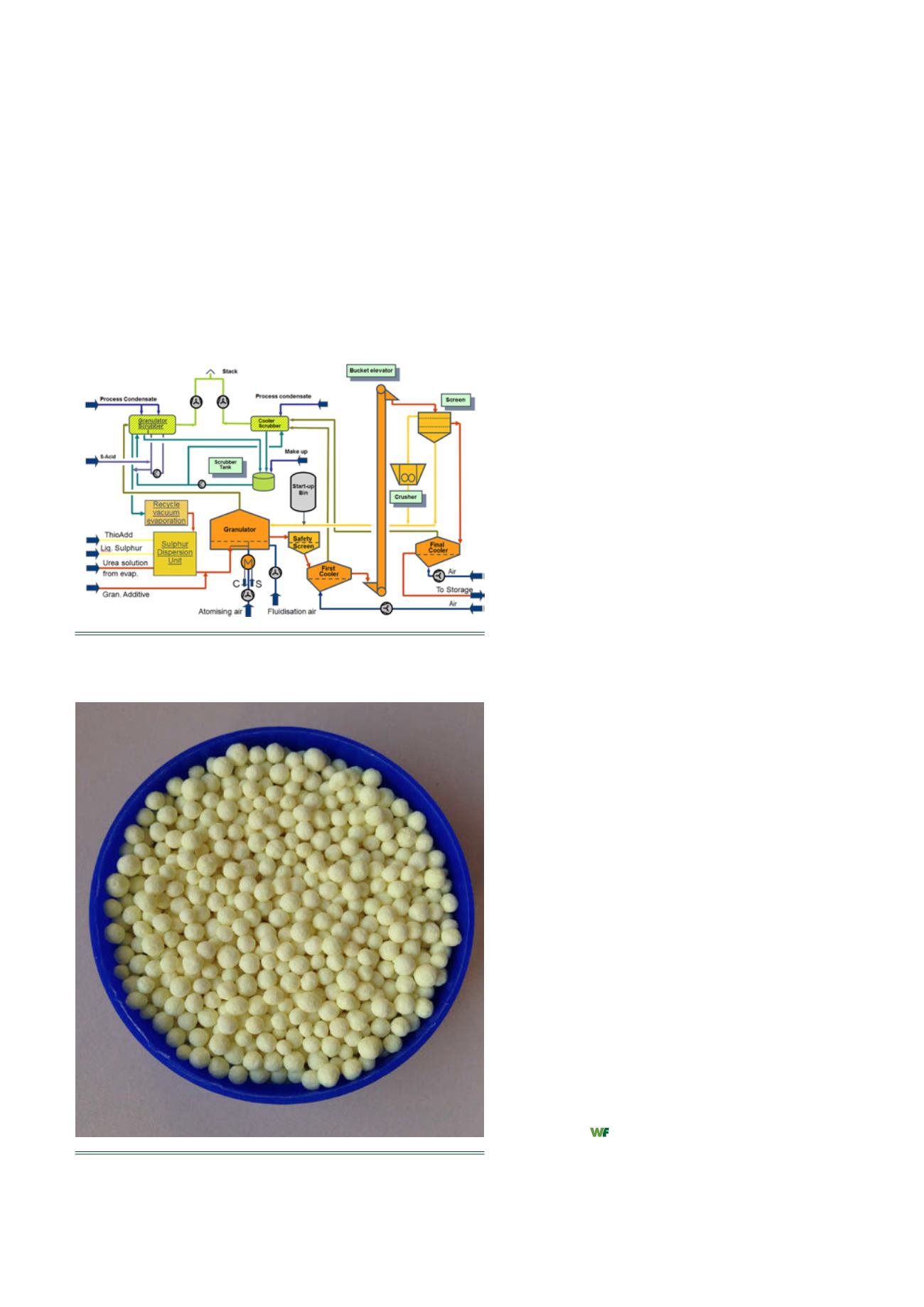
Figure 3.
Urea fluidised bed plant with modification for
sulfur-enhanced urea.
Figure 4.
Fluid bed granulated Urea-ES fertilizer (formulation:
43-0-0-7S), produced at the UFT pilot plant in Leuna, Germany, in
February 2016.


