NOVEMBER 2016
| WORLD FERTILIZER |
37
segregation of sulfur and
urea upon solidification.
The additive also serves
to bind the sulfur and
urea during the
solidification process.
ThioAdd additive does
not require any special
safety requirements and
can be handled in the
same way as any other
additive normally used in
the urea granulation plant.
In the first step, the
liquid sulfur is mixed with
concentrated urea
solution, the ThioAdd
additive, and any other
optional additives for trace elements or anti-caking
(Figure 1).
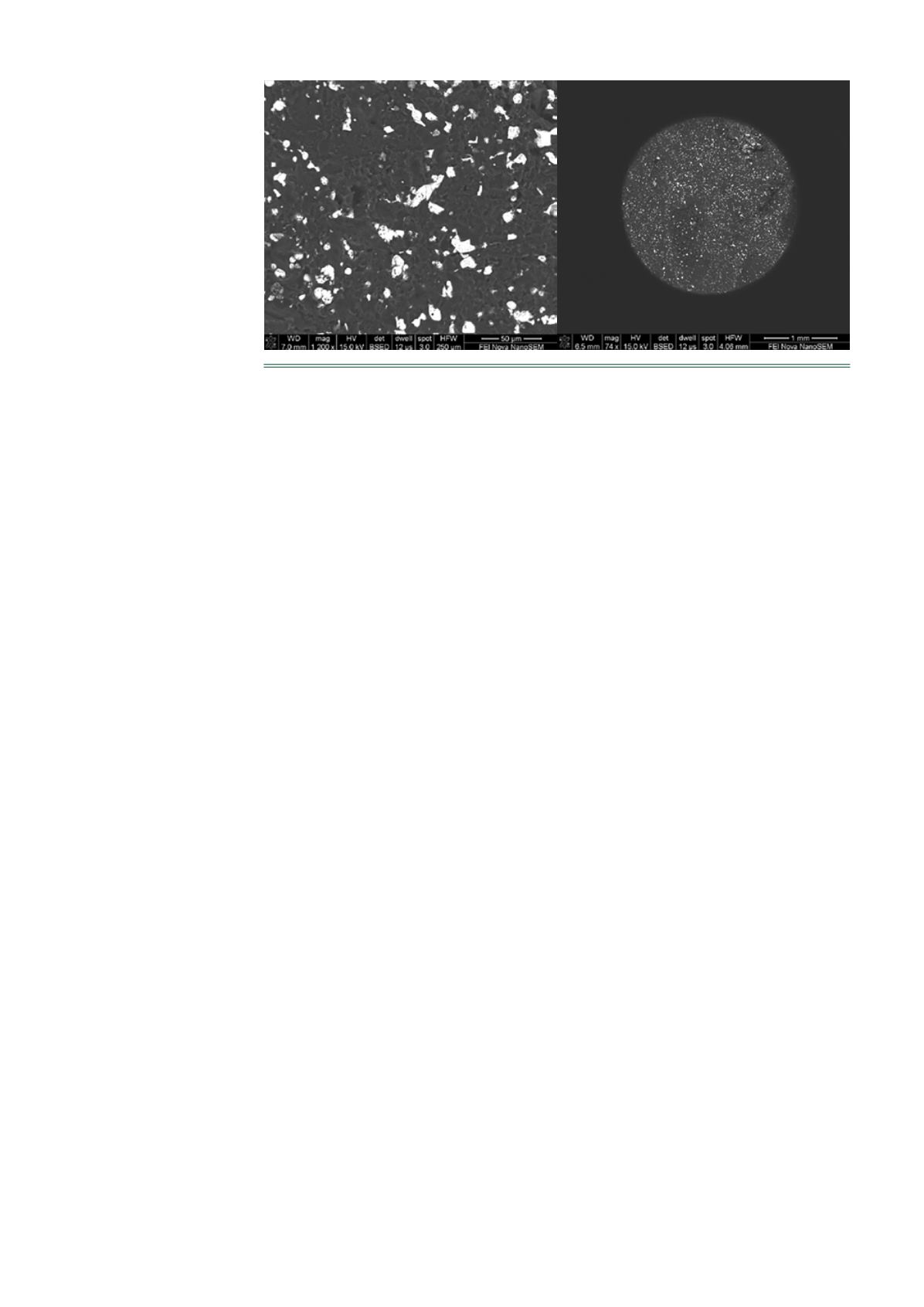
In the next step, a high-shear dispersion unit is used to
produce a uniform and stable dispersion of sulfur particles
in urea melt. This emulsion can be granulated to produce a
sulfur-enhanced urea containing sulfur particles that are
approximately <25
�
m (Figure 2).
From the dispersion unit, the sulfur-urea emulsion
goes to the granulator spray nozzles. The spray nozzles
used in a UFT fluidised bed plant are able to handle this
emulsion without modifications, and they require the
same range of operating conditions as used in urea
production. Erosion in the nozzles has not been found to
be a problem.
Implementation in a UFT fluidised bed
urea granulation plant
The UFT fluidised bed plant design has been proven to be
extremely flexible as evidenced by its usage in more than
60 plants located in all climatic regions.
Shell and UFT continue to carry out trials in UFT’s
batch operated pilot plant to optimise the process
conditions and product characteristics of Urea-ES. The
primary objective of the tests is to prove that the plant's
operating conditions will not change significantly from
current urea granule production.
The modifications required for a UFT fluidised bed
urea granulation plant to produce Urea-ES are shown in
Figure 3.
For new or existing plants, the following additional
units are required:
n
n
Sulfur dispersion unit (ThioMill).
n
n
Additive feed system (ThioAdd).
n
n
Recycle evaporation.
n
n
Sulfur feed system (upstream).
For existing plants, the following equipment must be
investigated:
n
n
Dust scrubber and recycle system (for urea/sulfur
slurry).
n
n
Bulk storage (additions for handling the new product).
Modifications required in a UFT fluidised
bed plant
In order to produce Urea-ES, a supply of elemental sulfur
and a sulfur unit are required. In most parts of the world,
the sulfur will be available in solid form. In this case, the
sulfur unit will need to consist of sulfur bulk storage, a
sulfur bulk handling system and a sulfur melter. The sulfur
unit does not have to be located near the urea
granulation plant. Sulfur melt can be piped, just like urea
melt, through heated piping. Due to the safety
precautions associated with sulfur dust, it is
recommended to locate the sulfur processing unit in a
safe location, and pump the sulfur melt to the urea
granulation plant.
In addition, there are significant differences in the dust
processing between granulation of plain urea and
granulation of a Urea-ES mixture. The Urea-ES dust, (e.g. in
the off-gas from the granulator or fluid bed coolers) will
contain sulfur. In a normal urea fluidised bed process, this
dust would be captured in the dust scrubbers, dissolved
and recycled to the evaporation unit of the upstream urea
synthesis plant. However, due to the sulfur content of
Urea-ES dust, recycling urea solution back into the
synthesis plant is not possible as sulfur components in the
solution could contaminate the condensate from the
evaporation unit, and from there the rest of the synthesis
unit (high-pressure synthesis and recirculation).
To avoid this contamination, a granulation plant
producing Urea-ES requires a dedicated evaporation unit
to process all the recycle streams from the urea fluidised
bed granulation plant. The condensate from this small
evaporation unit is used solely as make-up water for the
dust scrubbers and is not returned to the synthesis plant
or water treatment. UFT uses similar evaporation units in
plants that employ UFT’s proprietary ACT ammonia
emission reduction system.
While urea is fully water soluble, elemental sulfur is
insoluble in water. Therefore, the dust scrubbers and their
bleed must be modified to handle a liquid/solid solution.
This entails the elimination of ‘dead’ zones where solids
could accumulate and the installation of an improved dust
separation system in the scrubber. The horizontal
crossflow scrubbers, already applied in new UFT urea fluid
Figure 2.
Scanning Electron Microscopy of a 40-0-0-13S urea-ES sample.


