96
| WORLD FERTILIZER |
NOVEMBER 2016
needed for the sulfur melter. However this was not a simple task
because the very limited area available for the facility would need
to include truck unloading, sulfur storage and reclaim. The facility
also included a sulfur melting tank with external heat exchangers,
various holding tanks, an environmental air scrubber, molten sulfur
filtration units, truck load-out, sulfur piping and steam system,
motor control centres, as well as break and control room facilities
for operators.
Along with fitting within the minimal space requirements,
Devco and River Consulting developed a system capable of
handling globally sourced dry sulfur from around the world. Dry
sulfur for this facility could arrive from shipping ports located in
North America, the Caribbean, Central Asia or the Middle East,
depending on the most commercially attractive source. In addition
to all of the normal challenges for material handling systems for
dry formed sulfur, the dry sulfur would be exposed to the tropical
atmosphere and rains of Central Florida. Sulfur that has been
exposed to air, moisture and microbes develops acidity. Sulfur dust
when confined is explosive. Sulfur will also burn – however at a
relatively slow and manageable rate.
The water table in the project area is very near the surface
during the higher rainfall seasons of the year. In addition to the
normal restrictions and design criteria for material handling
systems, it was decided early that all pits or areas below ground
would be eliminated. In addition to reducing construction costs
and complexity, this approach had an added benefit of making
access for inspection, operations and maintenance much more
efficient and safe. By eliminating underground structures, confined
space entry areas that require increased safety practices were
minimised.
A quick review of the requirements includes fitting 12 000 t
of feed material storage into an area approximately 150 by 150 ft.
This area is slightly over 1/2 acre (1/5 ha.). A normal conical pile
and conventional belt conveyor system simply would not fit in
this small area. Devco and River Consulting developed an
efficient design that enables the unloading of two trucks
simultaneously. This truck dumping station is located completely
above ground with open access for maintenance and repair of
the hoppers and screw conveyors that feed a short belt
conveyor (Figure 1).
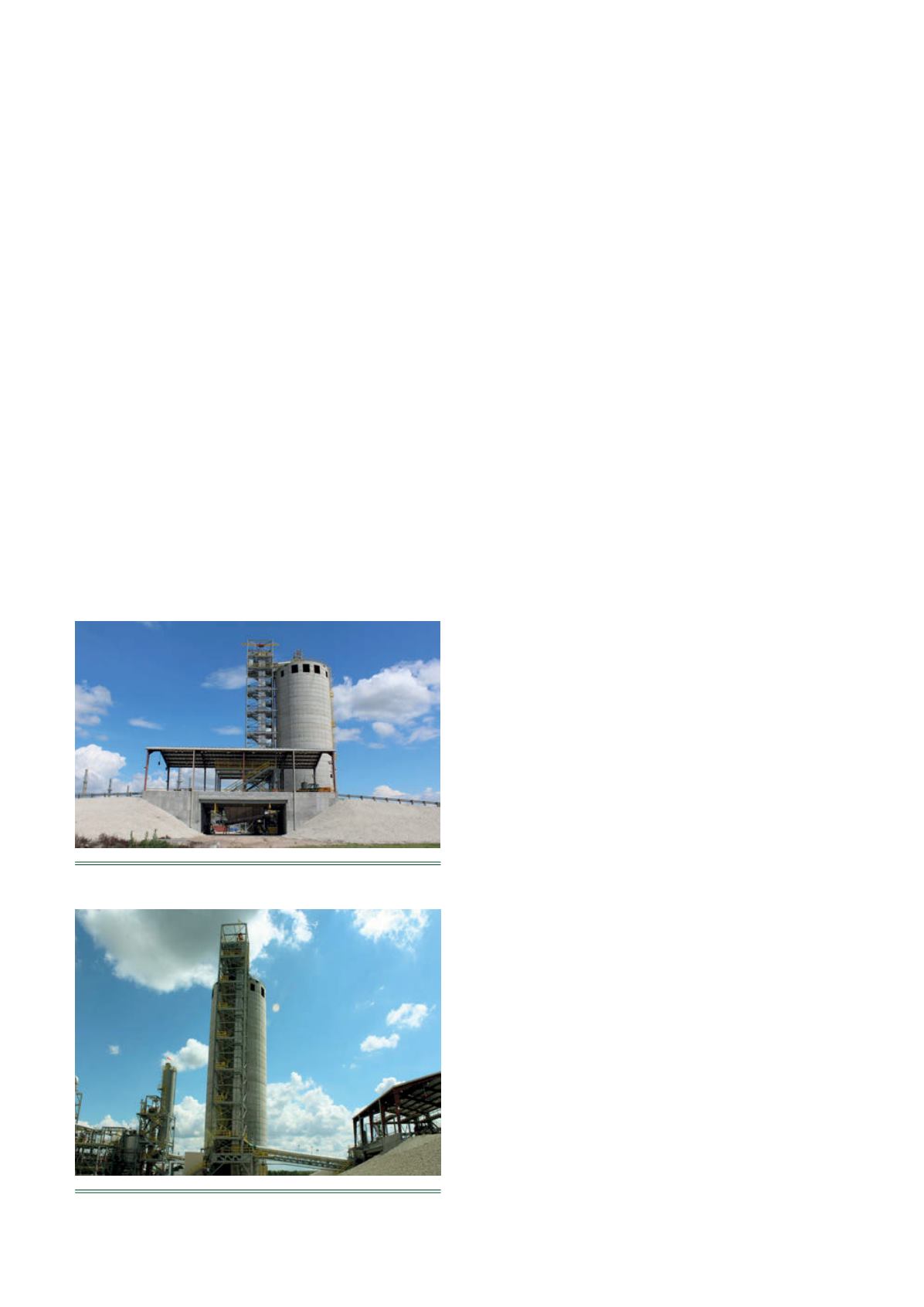
Silos and storage
A major innovation at the facility is the construction of one 6000 t
concrete silo for storage and reclaim of dry formed sulfur
(Figure 2). This silo is 48 ft in dia. and 143 ft tall. Additional space
and conveying system tie-in was provided for a future second twin
6000 t storage silo. A sulfur silo of this size had never been built. In
order to feed dry sulfur to the top of this 143 ft tall silo, a stainless
steel bucket elevator was installed with a feed rate of 500 tph.
This was the rate needed in order to be able to unload two trucks
parked side-by-side at the truck unloading station. Installing the
bucket elevator allowed the sulfur conveying system to fit on the
half acre site. Conventional belt conveyors can only rise at a
maximum 15˚ incline, requiring substantial length and area to climb
143 vertical feet; the bucket elevator moves the dry sulfur
vertically in a small footprint.
Wear life
Earlier, the unique challenges of handling dry sulfur were
mentioned. It is acidic so the main hoppers under the truck
unloading stations, the screw conveyors feeding from hoppers and
the bucket elevator were constructed from stainless steel to resist
corrosion.
Safety
Dry sulfur is flammable so fire detection and water spray
suppression systems were installed at critical areas that would be
difficult or unsafe to reach with a conventional fire hose to
extinguish fires. With the slow progress of flames in unconfined,
ignited dry sulfur, manual water suppression can be most
cost-effective and safe with proper personnel training and
management.
The potential explosive nature of confined dry sulfur dust was
one of the major concerns with the design and construction of
this material handling system. For a dust explosion, three factors
have to occur at the same time:
n
Explosive dust must be in the area.
n
It must be confined.
n
There has to be a spark or other source of combustion for
ignition.
Explosive dust, confinement and ignition are the three
elements for explosion. Non-metal buckets on a vertical belt were
installed on the bucket elevator to minimise potential ignition.
Ventilation panels that would expand were provided all along the
sides of the stainless steel bucket elevator structure. These panels
would hinge out with any increase of pressure at the start of a
damaging explosion due to ignition from any source.
Figure 2.
6000 t vented concrete silo for dry sulfur.
Figure 1.
Above ground sulfur truck unloading.


