98
| WORLD FERTILIZER |
NOVEMBER 2016
Special care was taken in the design of each material transfer
point in the system, as well as the application of dust surfactant, in
order to minimise the generation of potentially explosive dust.
There is a fine line and skill to balancing minimum sulfur dust air
emissions and avoiding confinement that could result in
explosions.
Devco and River Consulting are familiar with loading of other
potentially explosive dusts into silos, due to decades of
experience in the use of these very tall concrete silos in the grain
industry. Grain dust is one of the most explosive dry bulk products
in existence. However, when the 143 ft plus tall sulfur silo was
empty and material was going to be dropped from the top, there
was great concern about the generation of dust and confinement
that could potentially result in a devastating explosion.
Two things were done to minimise the explosion potential in
the sulfur silo. First, large ventilation openings were provided along
the sides near the top. These are in the sides above the very top of
dry sulfur when the silo is completely full. Even in the presence of
dust and a spark, there would not be the required confinement for
a damaging explosion. A second added feature is a special device at
the top of the silo that funnels the dry sulfur as it is being dropped
into the silo. This device keeps the flow of the material in a more
solid stream and minimises the formation of dust as sulfur falls to
the empty cone below. This device has proved effective and will be
used in all future sulfur silos of this type built by Devco.
Testing quality
River Consulting knew it was important to have special flow tests
performed for the dry sulfur material. These tests are important
for the normal design of material handling hoppers and transfer
chutes and are critically important when reclaiming 6000 t of dry
sulfur from a concrete silo of this size.
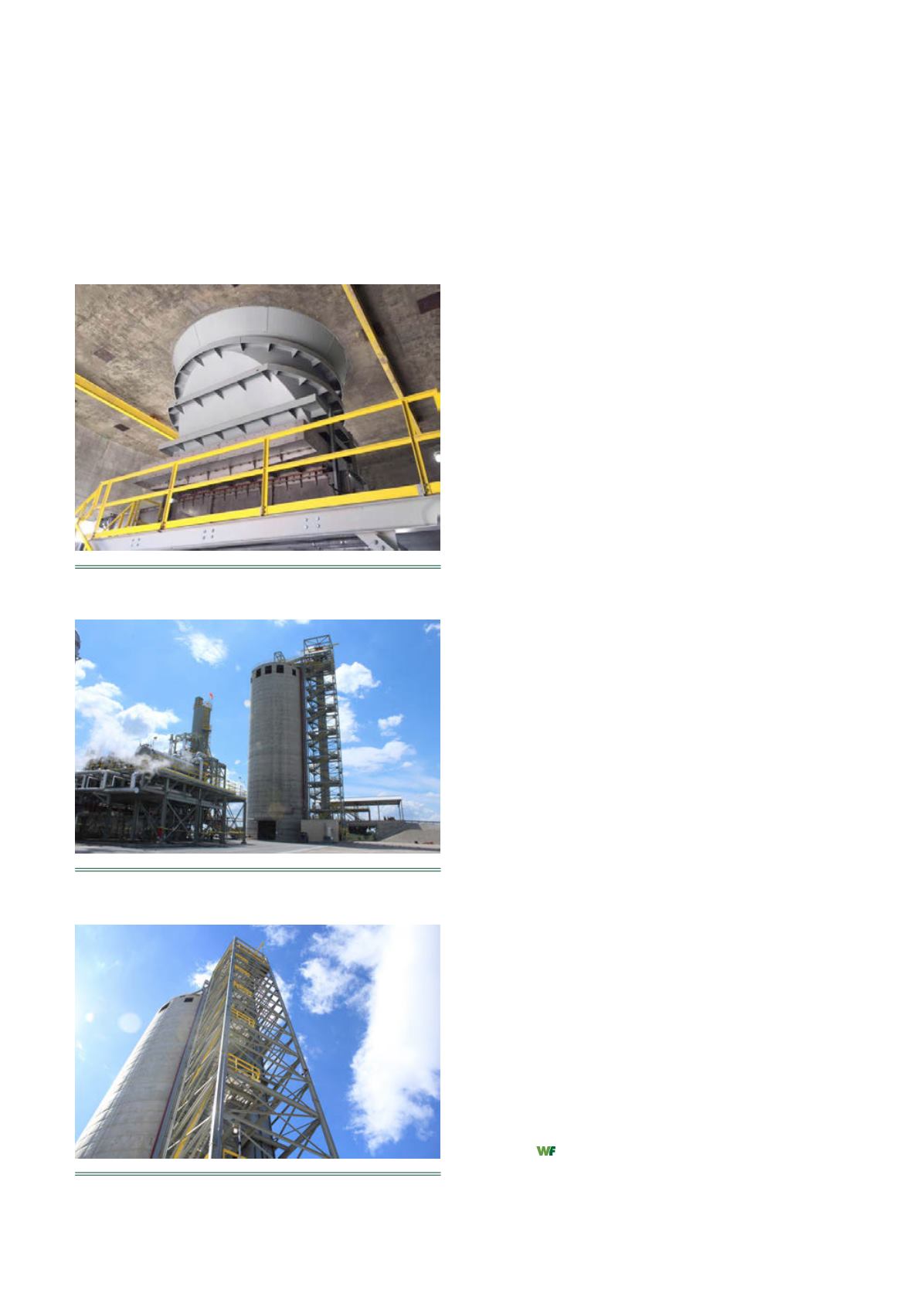
This flow testing and experience with similar materials led to
designing a stainless steel cone underneath the 43 ft dia. silo. This
reclaim cone (Figure 3) transitions from a circular shape to an
elongated rectangle. This 2 by 12 ft elongated rectangle makes an
effective transition into the stainless steel cased screw conveyor,
which feeds the material to the sulfur melter. Use of these screw
conveyors provides a positive mechanical reclaim flow of sulfur
from the silo.
The smooth uniform flow of approximately 165 to over
200 tph is critical for the efficient operation of the sulfur melter.
This melter has no internal steam coils and uses external steam
applied to the molten sulfur shell and tube heat exchangers to
add required heat to the process (Figure 4). Temperature of the
melter is controlled by the volume of flowing dry material into the
melter, not by the steam rate to the heat exchangers. This
controlled rate of feed from the silo is vital to the successful
operation of this melter.
Successful completion
This facility was completed in early 2016 and is now fully
operational and capable of handling over 1 million tpy of dry
formed sulfur.
Devco and River Consulting met the challenges provided by
the small available footprint, tropical climate and unique
properties of dry formed sulfur at this location. Keeping the entire
facility above ground enabled benefits of safety and ease of
operation and maintenance. Use of a tall concrete storage silo and
stainless steel bucket elevator (Figure 5) made the facility fit the
site and made the project feasible. Stainless steel screw conveyors
provided very positive feed from the cones and the necessary
controlled feed to the sulfur melter. Safe operations were, and
remain, of the highest importance in this and other facilities of its
type around the globe.
This project, as well as the complete sulfur melter facility, was
delivered to the customer as one project via a direct turnkey EPC
contract.
Notes
Photography supplied by Briana Allison.
Figure 3.
Proprietary cone design for sulfur reclaim from
the silo.
Figure 4.
External heat exchangers provide heat for sulfur
melter.
Figure 5.
Stainless steel bucket elevator feeds 143 ft tall
sulfur silo.


